4 當測量零件的內尺寸時:圖2-9所示。要使量爪分開的距離小于所測內尺寸,進入零件內孔后,再慢慢張開并輕輕接觸零件內表面,用固定螺釘固定尺框后,輕輕取出卡尺來讀數。取出量爪時,用力要均勻,并使卡尺沿著孔的中心線方向滑出,不可歪斜,免使量爪扭傷;變形和受到不必要的磨損,同時會使尺框走動,影響測量精度。
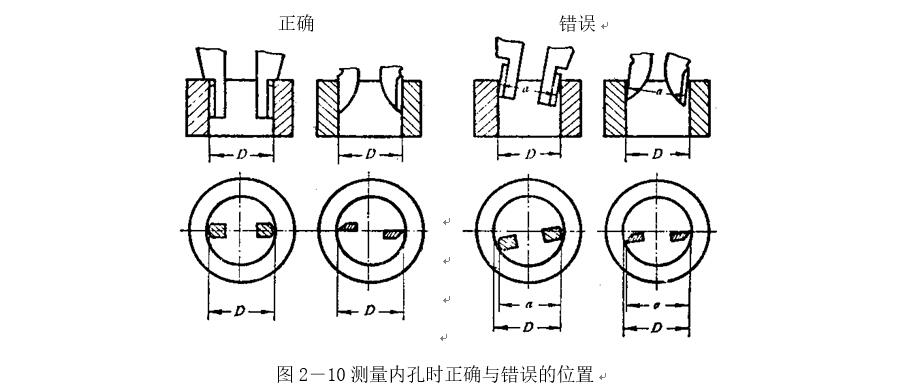
卡尺兩測量刃應在孔的直徑上,不能偏歪。圖2-10為帶有刀口形量爪和帶有圓柱面形量爪的游標卡尺,在測量內孔時正確的和錯誤的位置。當量爪在錯誤位置時,其測量結果,將比實際孔徑D要小。
5 用下量爪的外測量面測量內尺寸時如用圖2-2和圖2-3所示的兩種游標卡尺測量內尺寸,在讀取測量結果時,一定要把量爪的厚度加上去。即游標卡尺上的讀數,加上量爪的厚度,才是被測零件的內尺寸,見圖2-11。測量范圍在500mm以下的游標卡尺,量爪厚度一般為10mm。但當量爪磨損和修理后,量爪厚度就要小于10mm,讀數時這個修正值也要考慮進去。
6 用游標卡尺測量零件時,不允許過分地施加壓力,所用壓力應使兩個量爪剛好接觸零件表面。如果測量壓力過大,不但會使量爪彎曲或磨損,且量爪在壓力作用下產生彈性變形,使測量得的尺寸不準確(外尺寸小于實際尺寸,內尺寸大于實際尺寸)。
在游標卡尺上讀數時,應把卡尺水平的拿著,朝著亮光的方向,使人的視線盡可能和卡尺的刻線表面垂直,以免由于視線的歪斜造成讀數誤差。
7 為了獲得正確的測量結果,可以多測量幾次。即在零件的同一截面上的不同方向進行測量。對于較長零件,則應當在全長的各個部位進行測量,務使獲得一個比較正確的測量結果。